MILD STEEL
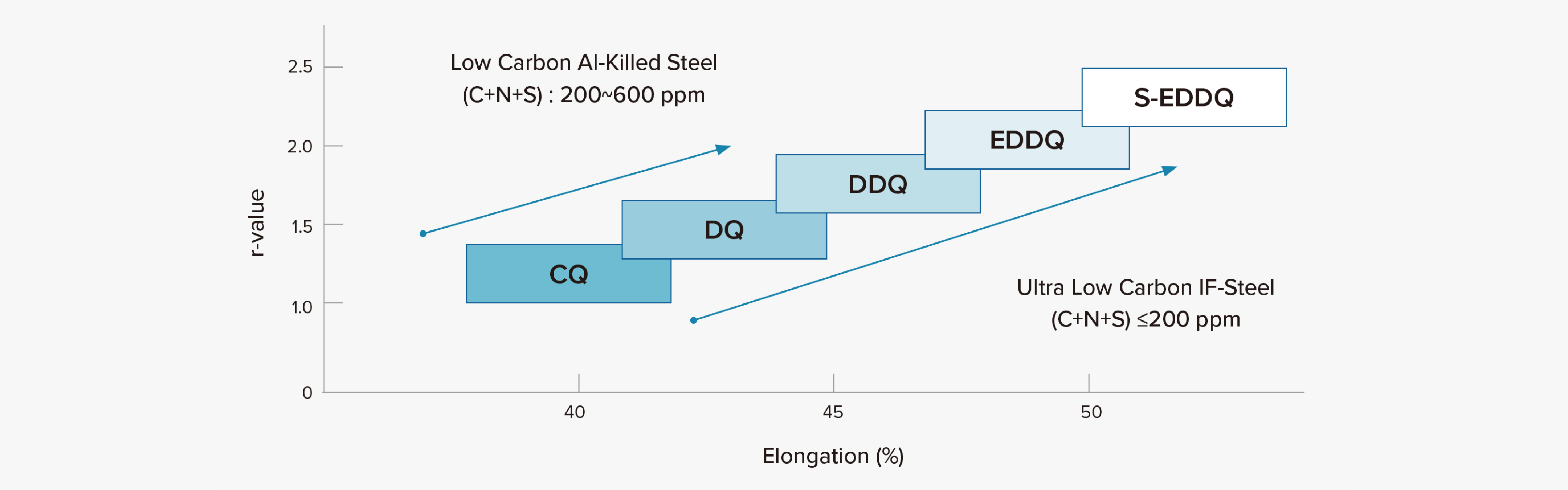
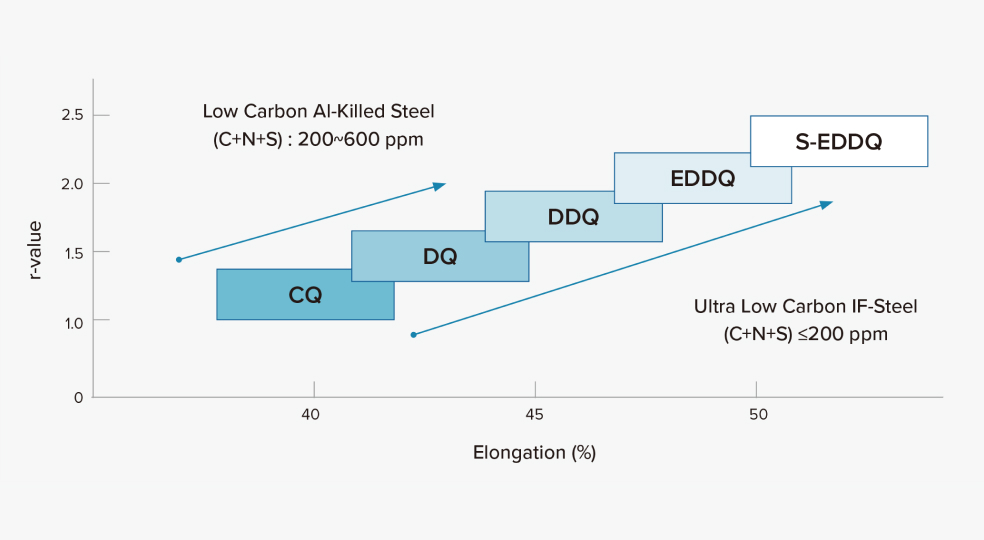
강종설명
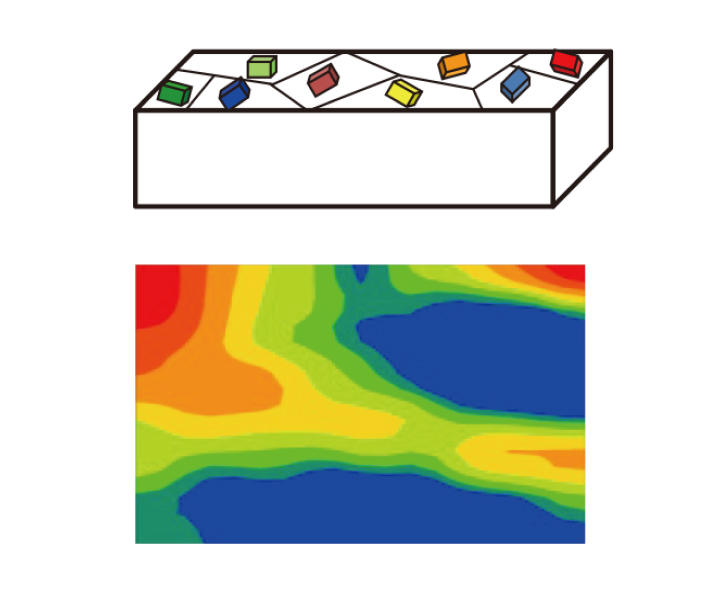
열연재
열연 texture
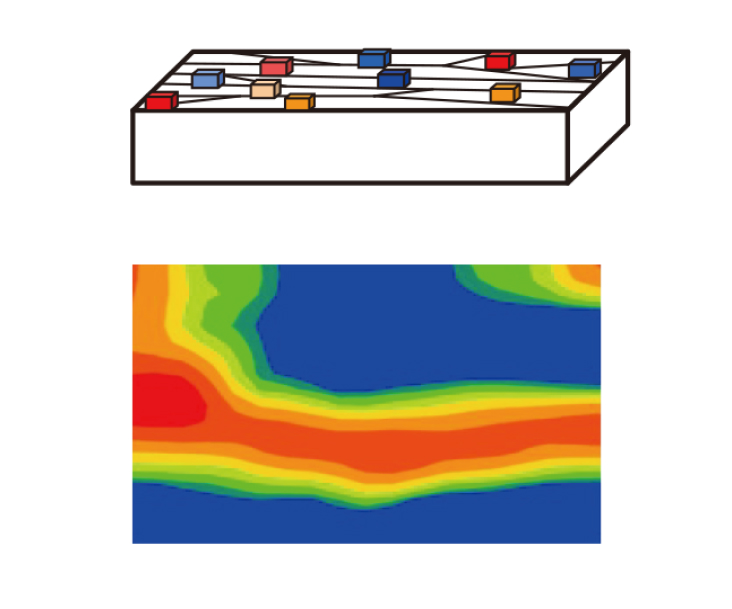
냉연재
압연 texture
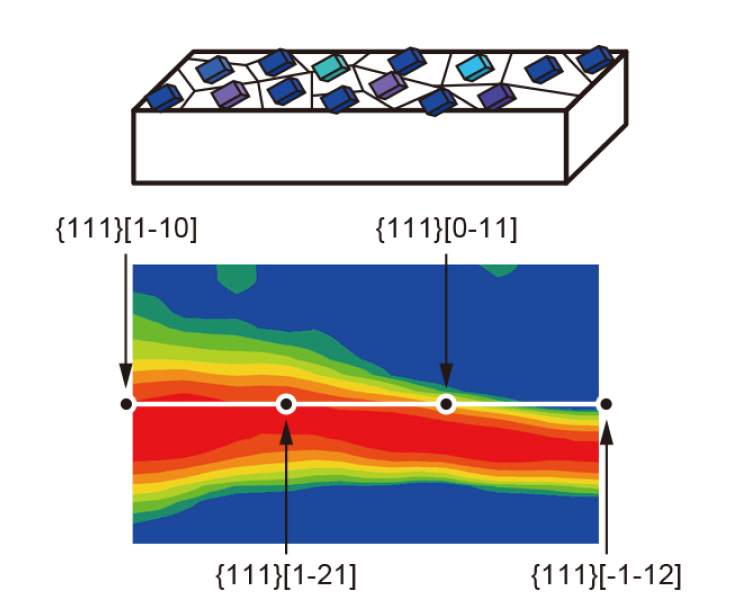
소둔재
재결정 texture
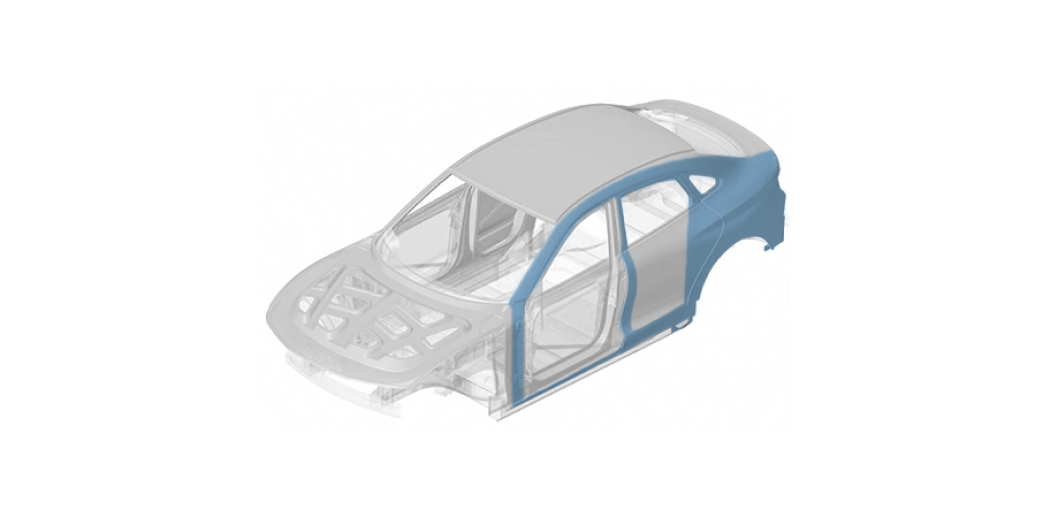
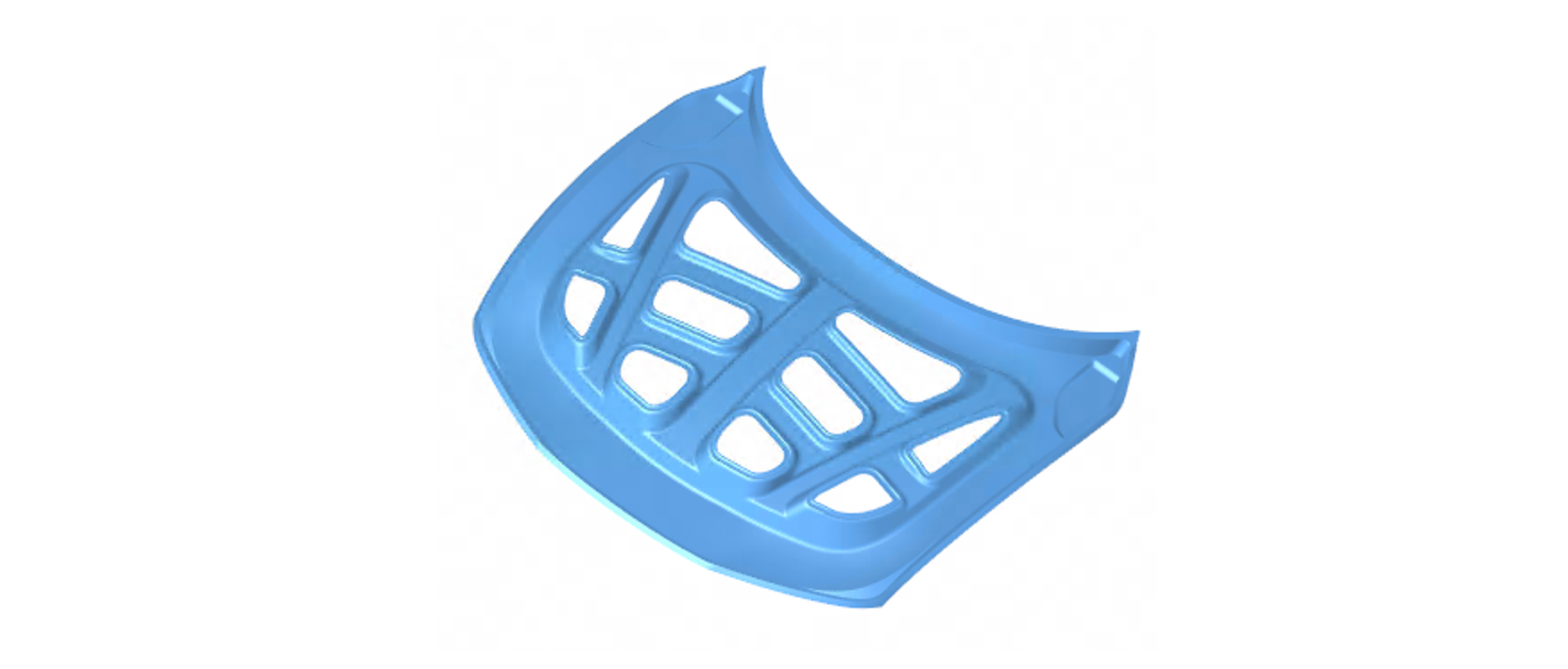
적용 부품
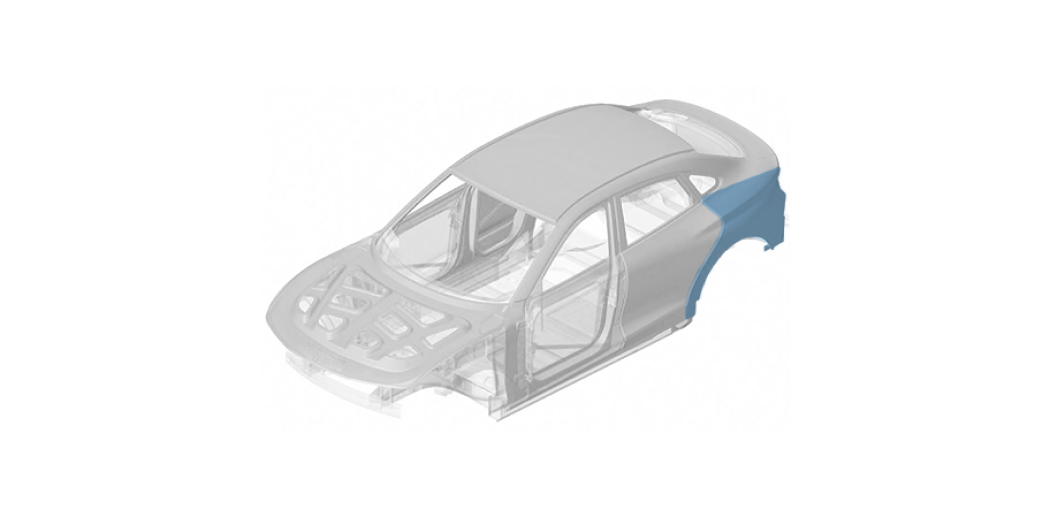
SIDE OTR
EDDQ 0.7t

HOOD INR
DDQ 0.6~0.7t

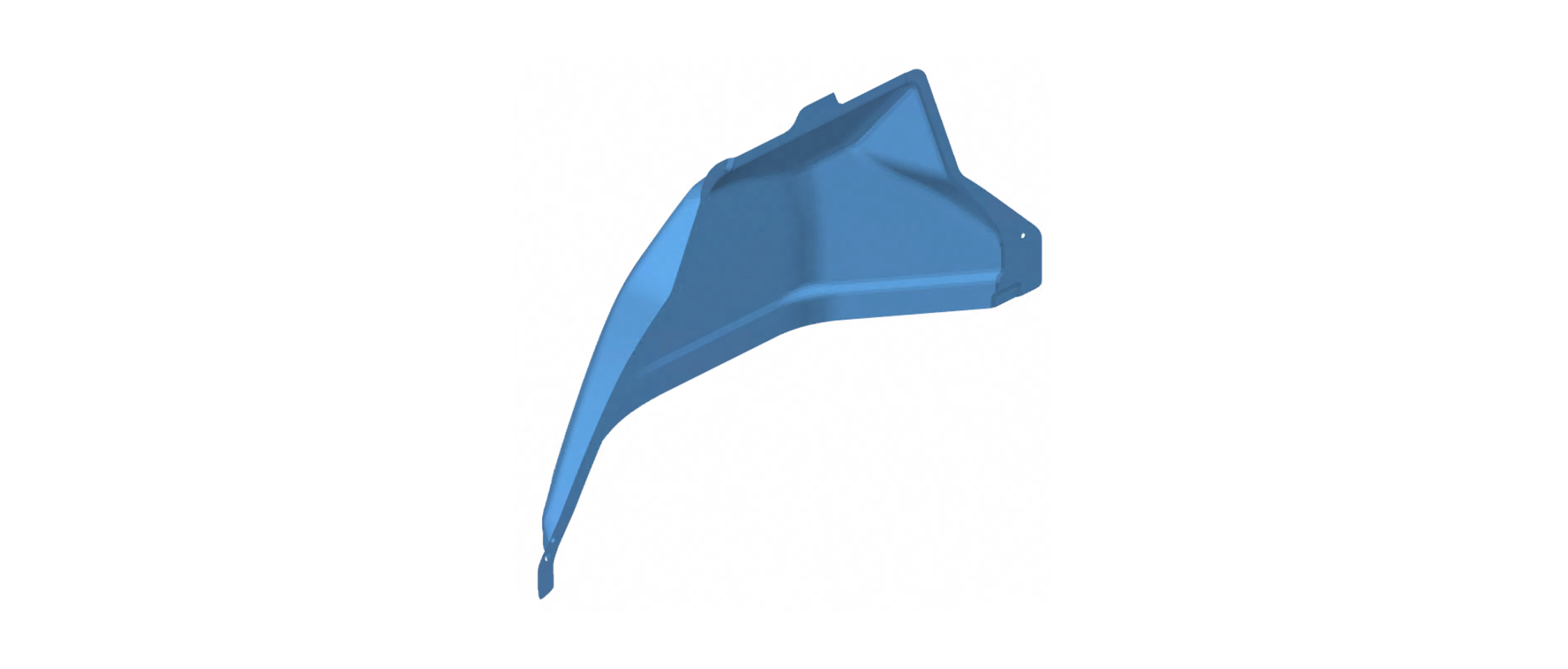
W/HOUSE INR
DDQ 0.8t
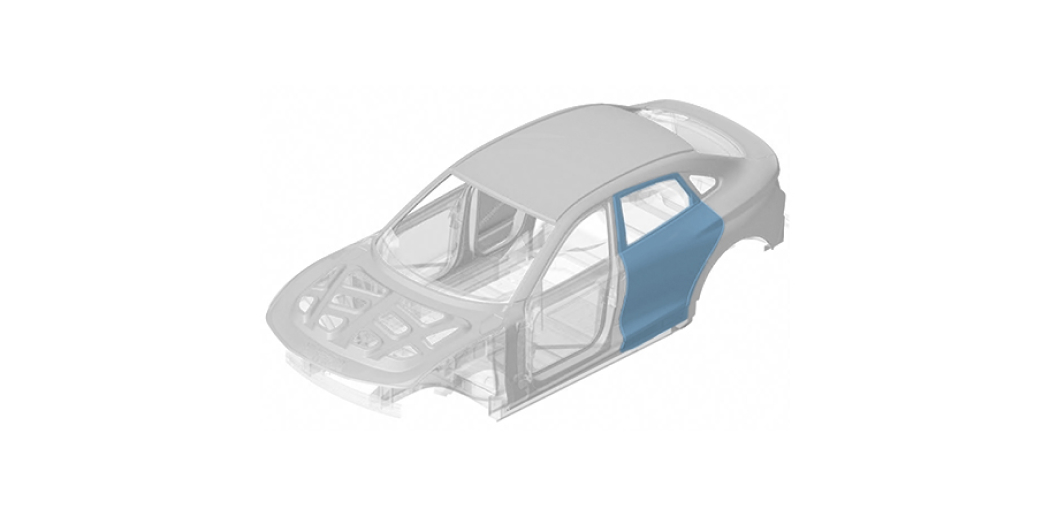
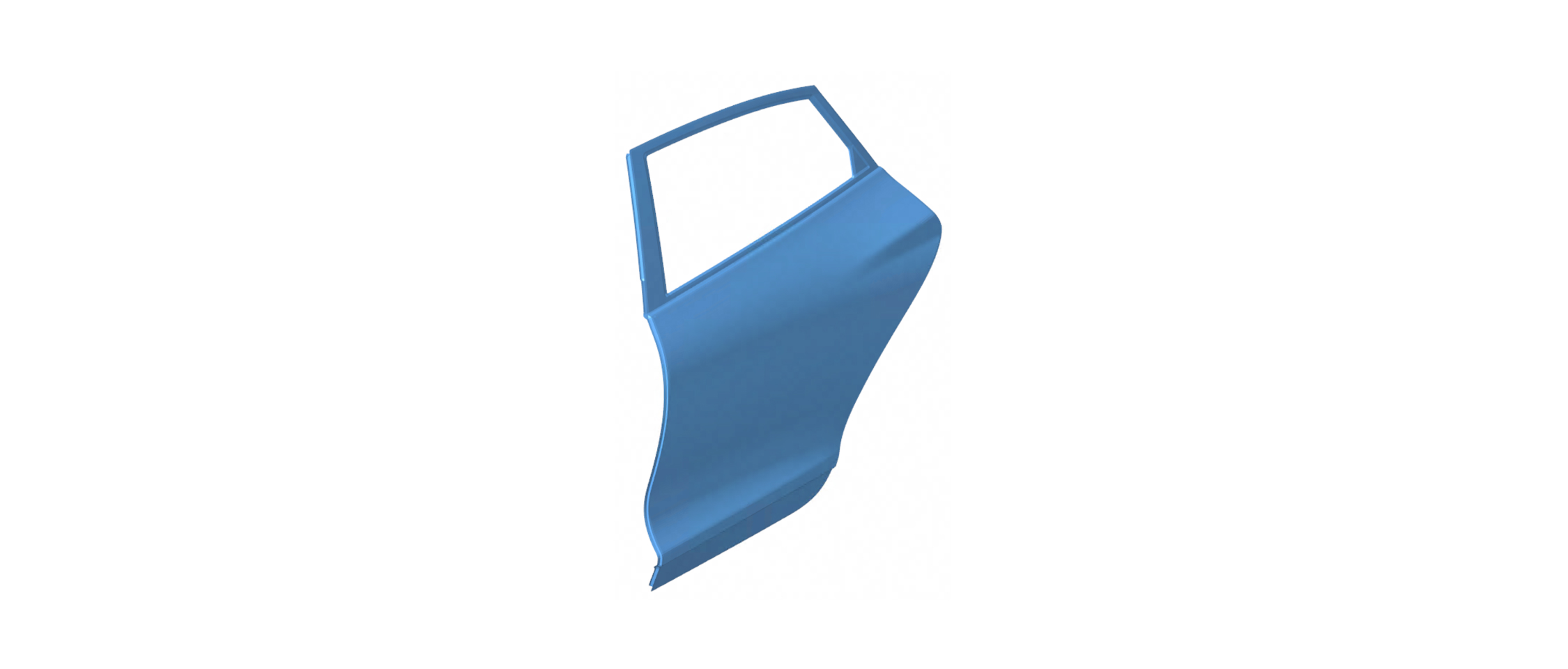
RR DOOR INR
DDQ 0.7t
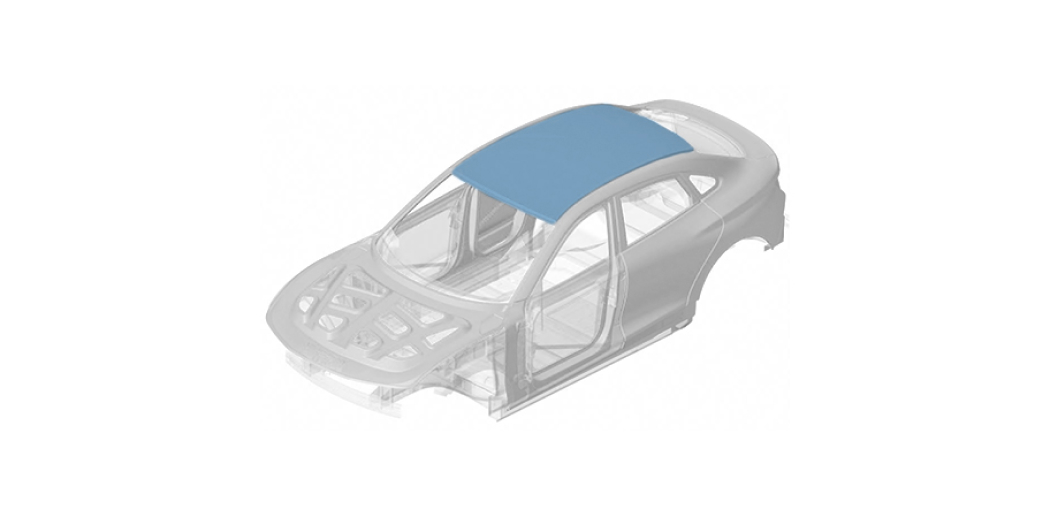
ROOF PNL
DDQ 0.7t
TAIL GATE OTR
EDDQ 0.7t
제품 규격
Chemical Composition(%)
Available Coatings
| HSC Grade | VDA Grade | Uncoated | Electrogalvanized | Galvanized | Galvannealed |
|---|---|---|---|---|---|
| CQ | CR1 |

|
|
|
|
| DQ | CR2 |
|
|
|
|
| DDQ | CR3 |
|
|
|
|
| EDDQ | CR4 |
|
|
|
|
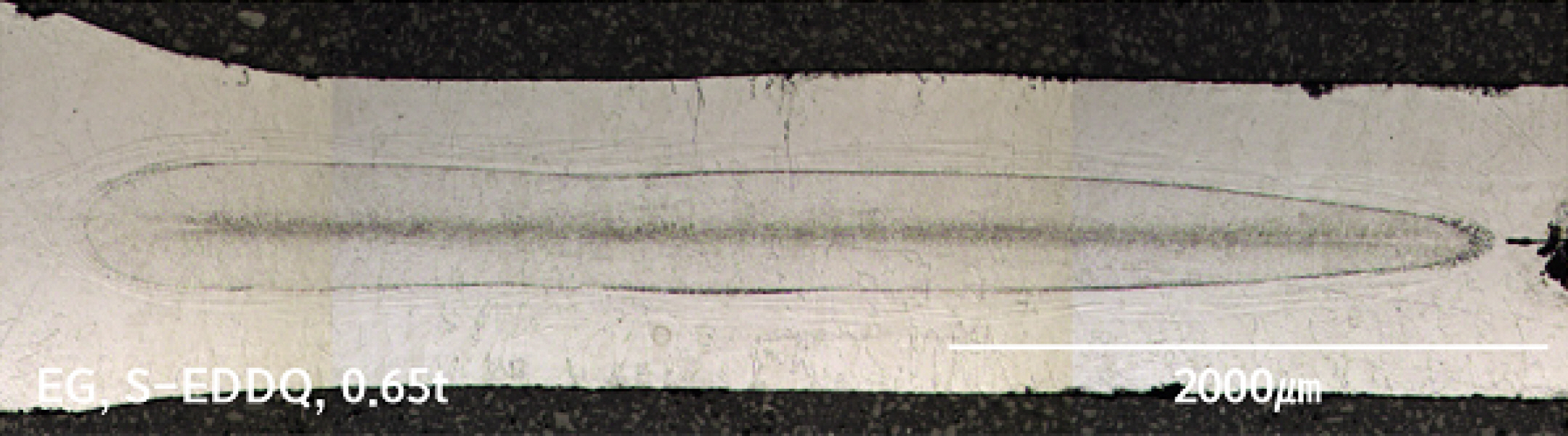
| S-EDDQ | CR5 |
|
|
|
|
| HSC Grade | JIS Grade | Uncoated | Electrogalvanized | Galvanized | Galvannealed |
|---|---|---|---|---|---|
| HR 0 | SPHC |
|
|
|
|
| HR 1 | SPHD |
|
|
|
|
| HR 2 |
|
|
|
|
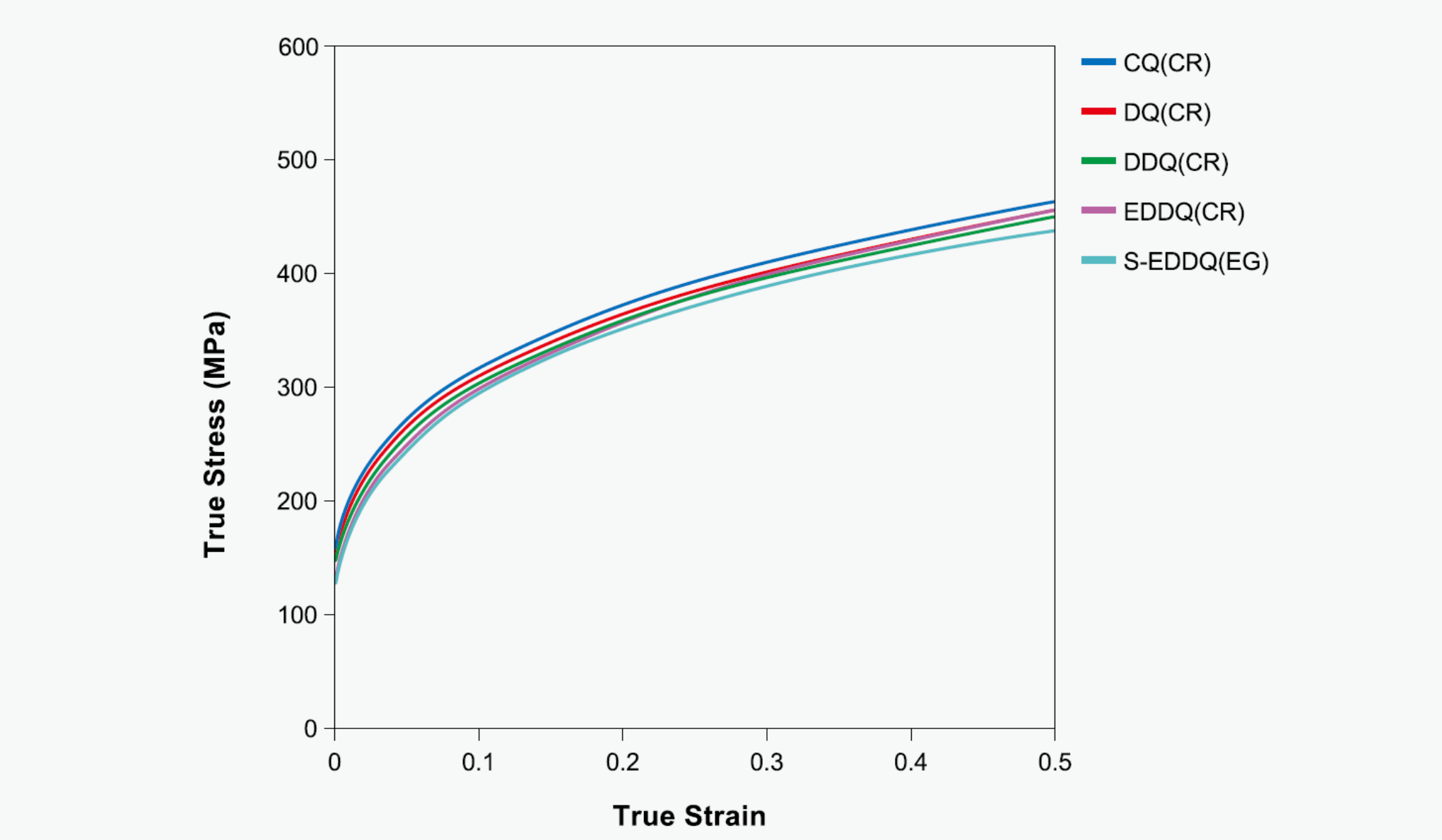
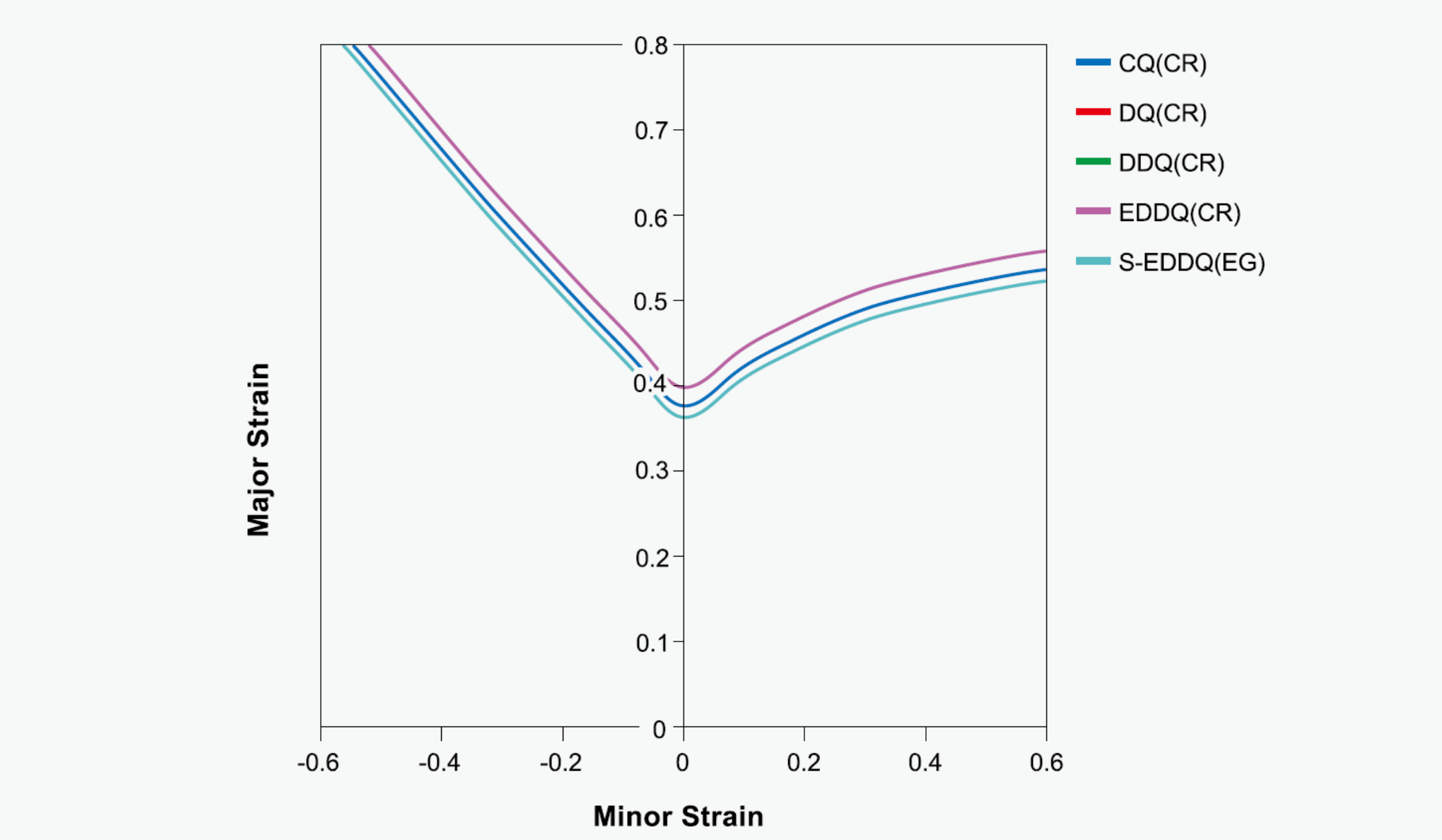
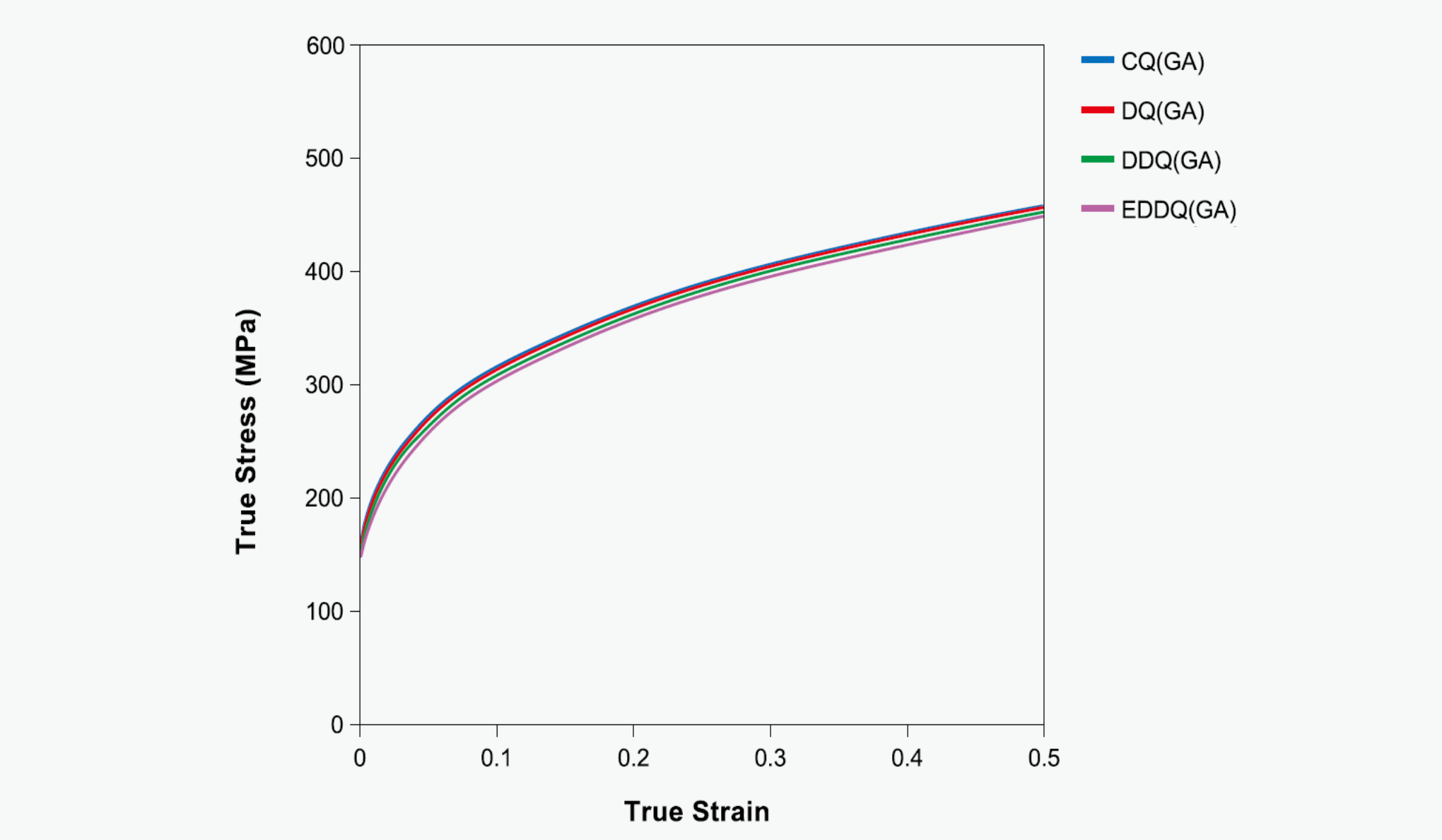
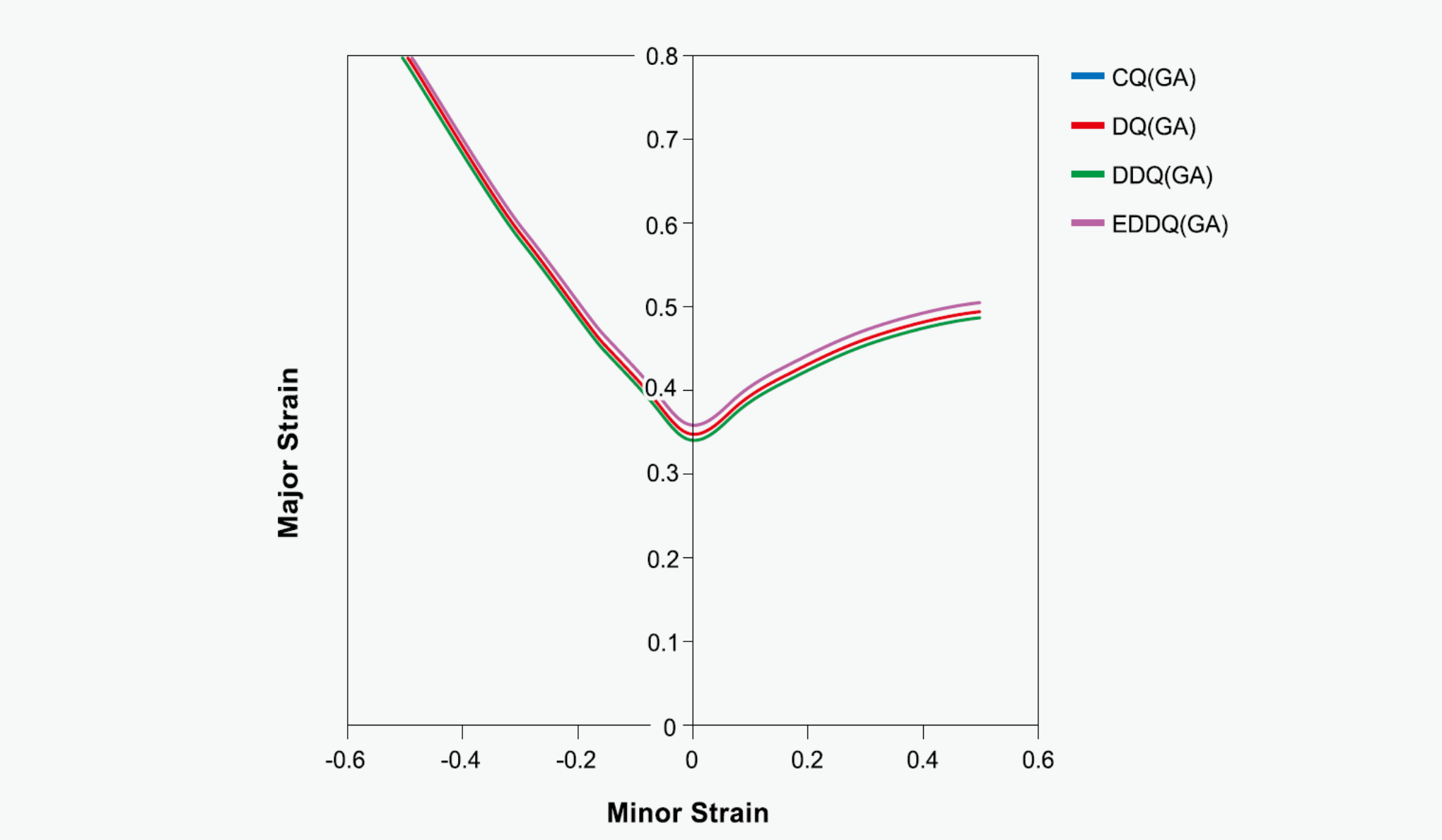
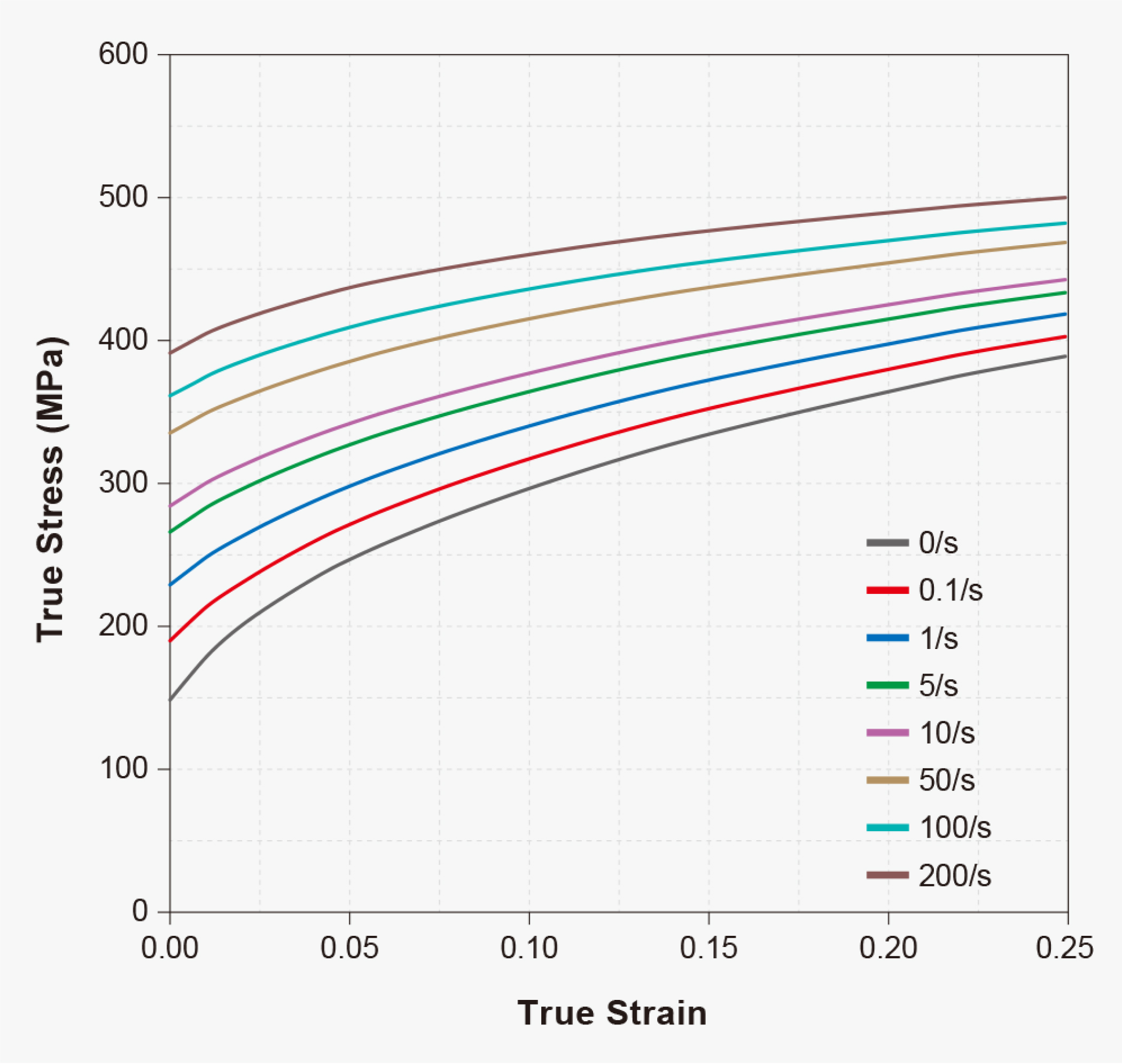
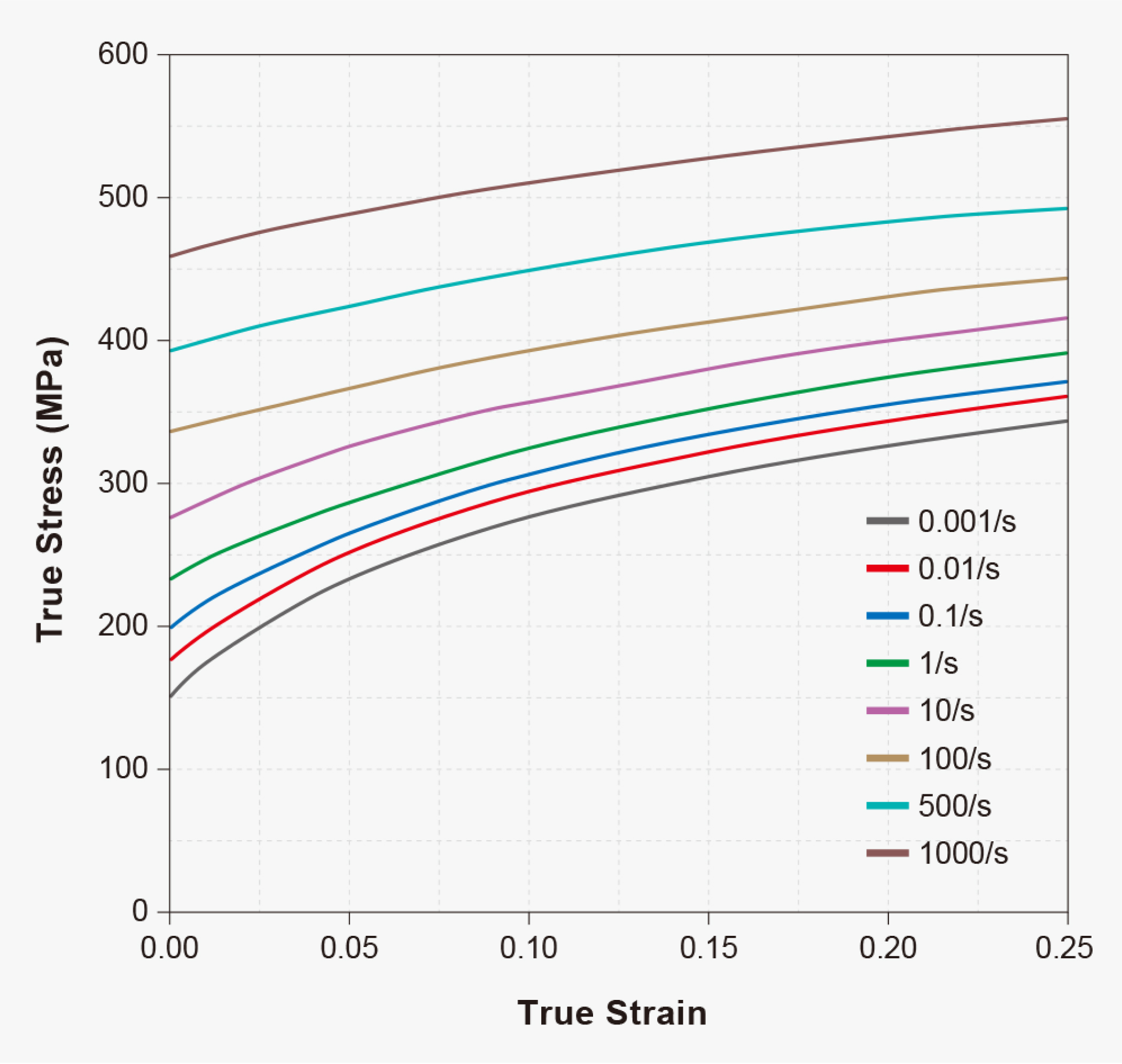
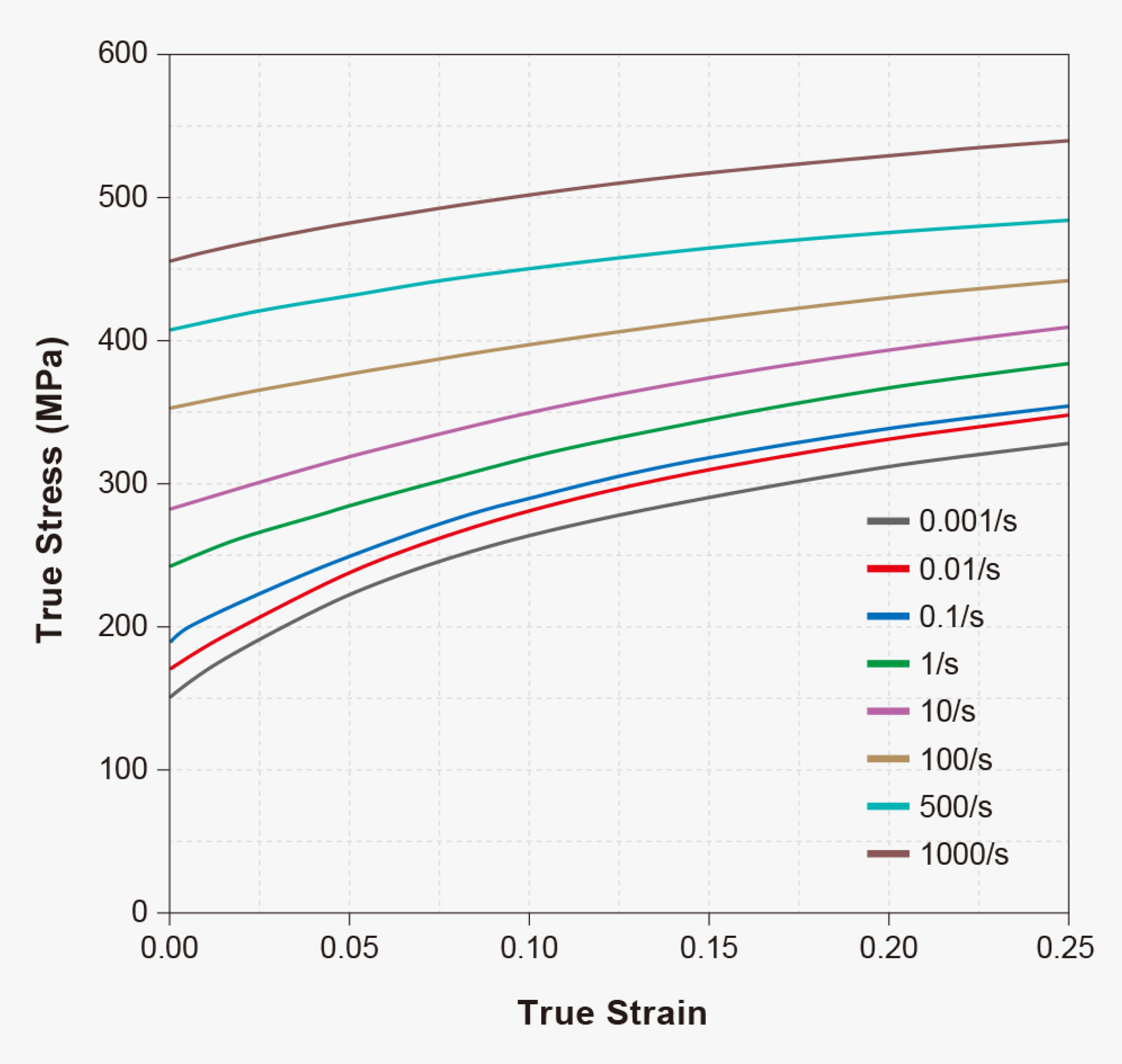
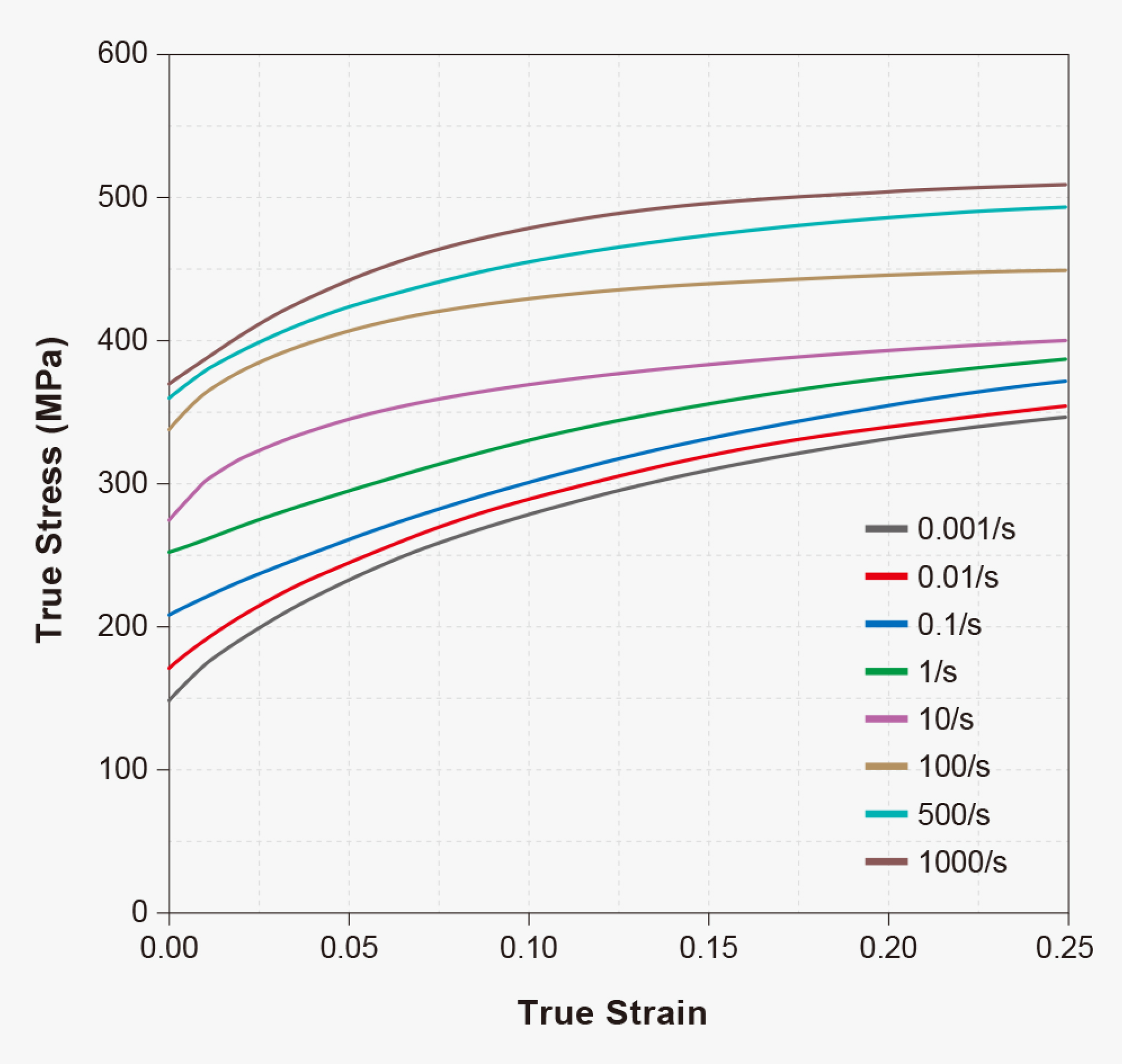
Mechanical Properties
Tensile Properties
| Grade | Class | Thick |  |
TS | El | n | K | ε0 | n |
|---|---|---|---|---|---|---|---|---|---|
| mm | MPa | MPa | % | 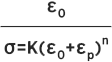 |
|||||
| CQ | CR | 0.8 | 164 | 304 | 46 | 0.24 | 545 | 6.85E-03 | 0.24 |
| CQ | GA | 0.7 | 155 | 300 | 46 | 0.23 | 529 | 4.79E-03 | 0.23 |
| DQ | CR | 0.7 | 153 | 298 | 48 | 0.24 | 534 | 5.49E-03 | 0.24 |
| DQ | GA | 0.7 | 160 | 300 | 47 | 0.24 | 537 | 6.43E-03 | 0.24 |
| DDQ | CR | 0.9 | 140 | 294 | 50 | 0.25 | 534 | 4.73E-03 | 0.25 |
| DDQ | GA | 0.7 | 152 | 295 | 47 | 0.23 | 534 | 6.25E-03 | 0.25 |
| EDDQ | CR | 0.7 | 137 | 294 | 49 | 0.27 | 548 | 5.87E-03 | 0.27 |
| EDDQ | GA | 0.7 | 143 | 293 | 47 | 0.25 | 532 | 5.22E-03 | 0.25 |
| S-EDDQ | EG | 0.7 | 136 | 286 | 48 | 0.24 | 510 | 4.16E-03 | 0.241 |
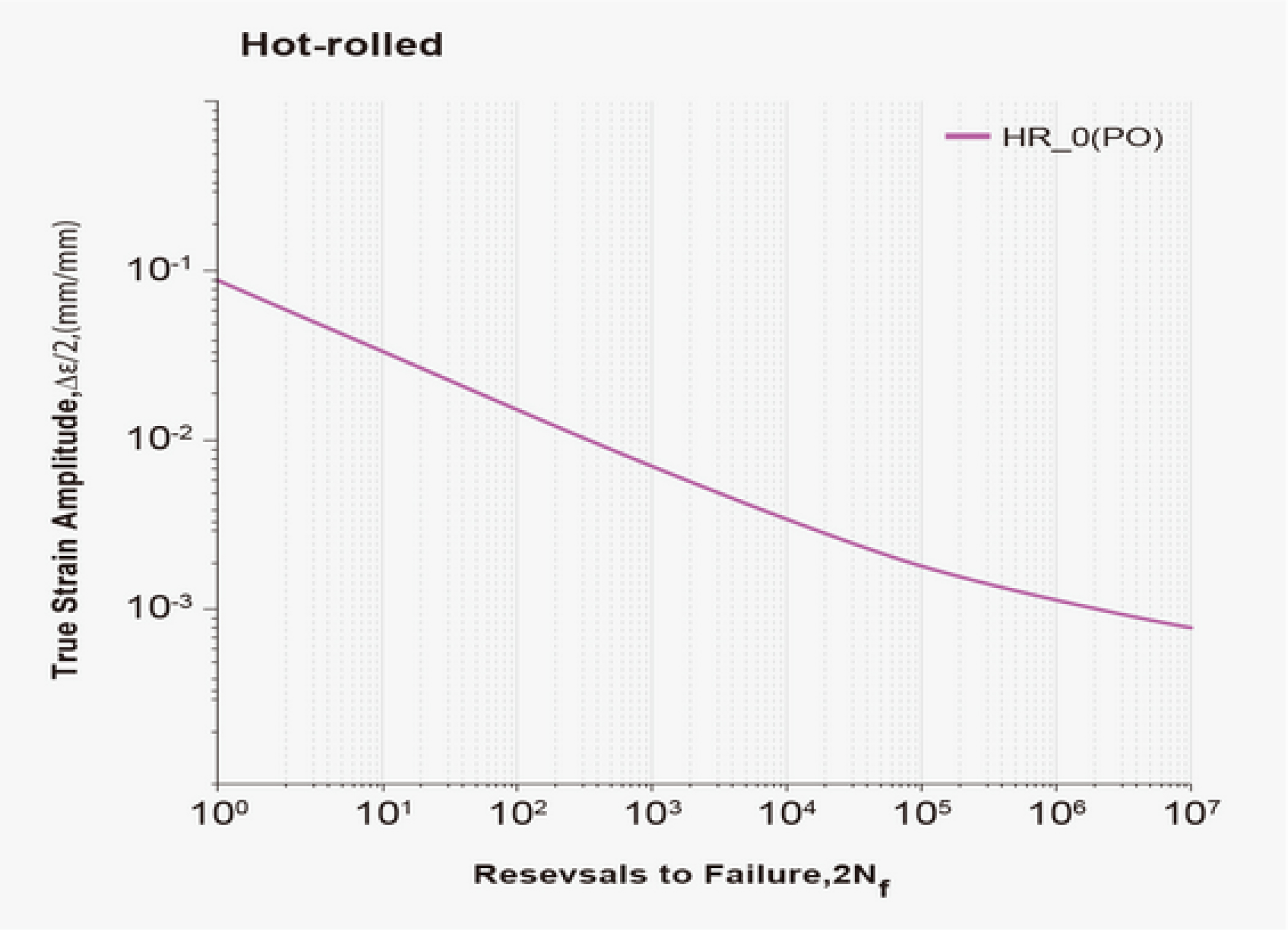
| HR 0 | PO | 2.0 | 260 | 352 | 43 | 0.17 | 558 | 1.12E-02 | 0.17 |
| HR 1 | PO | 1.4 | 264 | 372 | 41 | 0.17 | 589 | 8.75E-03 | 0.17 |
| HR 2 | PO | 4.0 | 234 | 333 | 46 | 0.18 | 539 | 9.67E-03 | 0.18 |
※ 위 표는 특정강판(코일)의 데이터로, 보증 데이터가 아님을 알려드립니다.
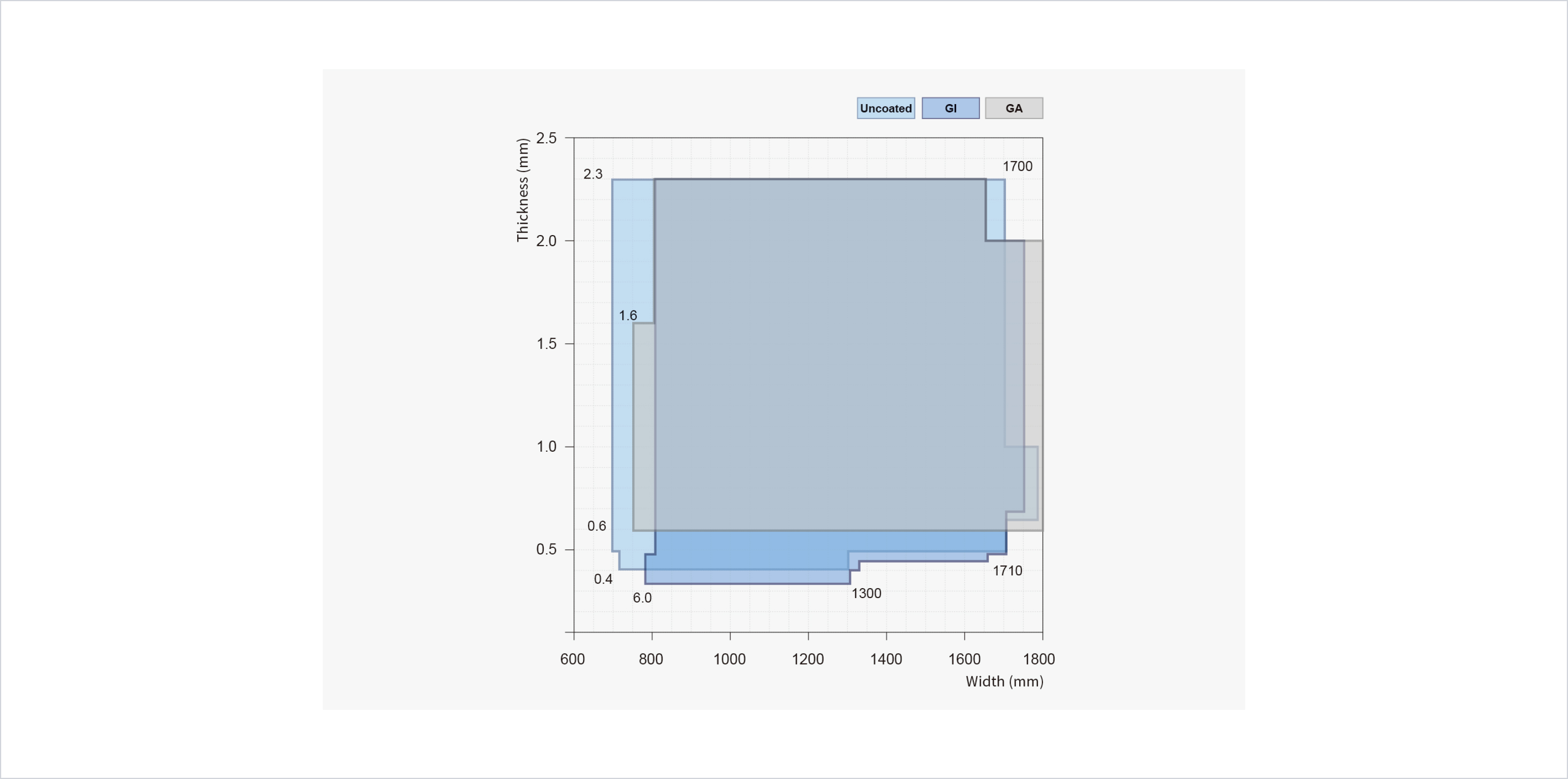
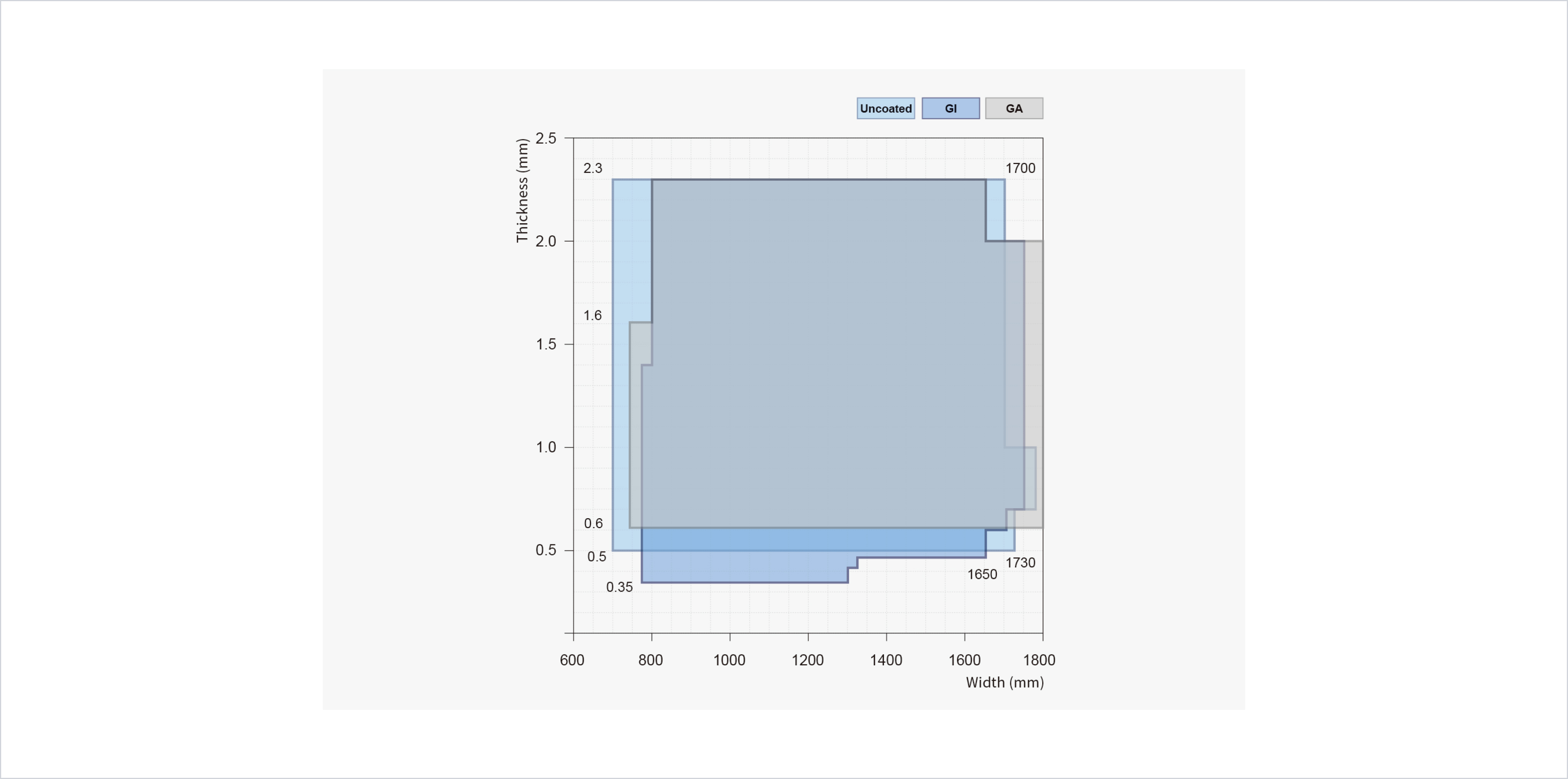
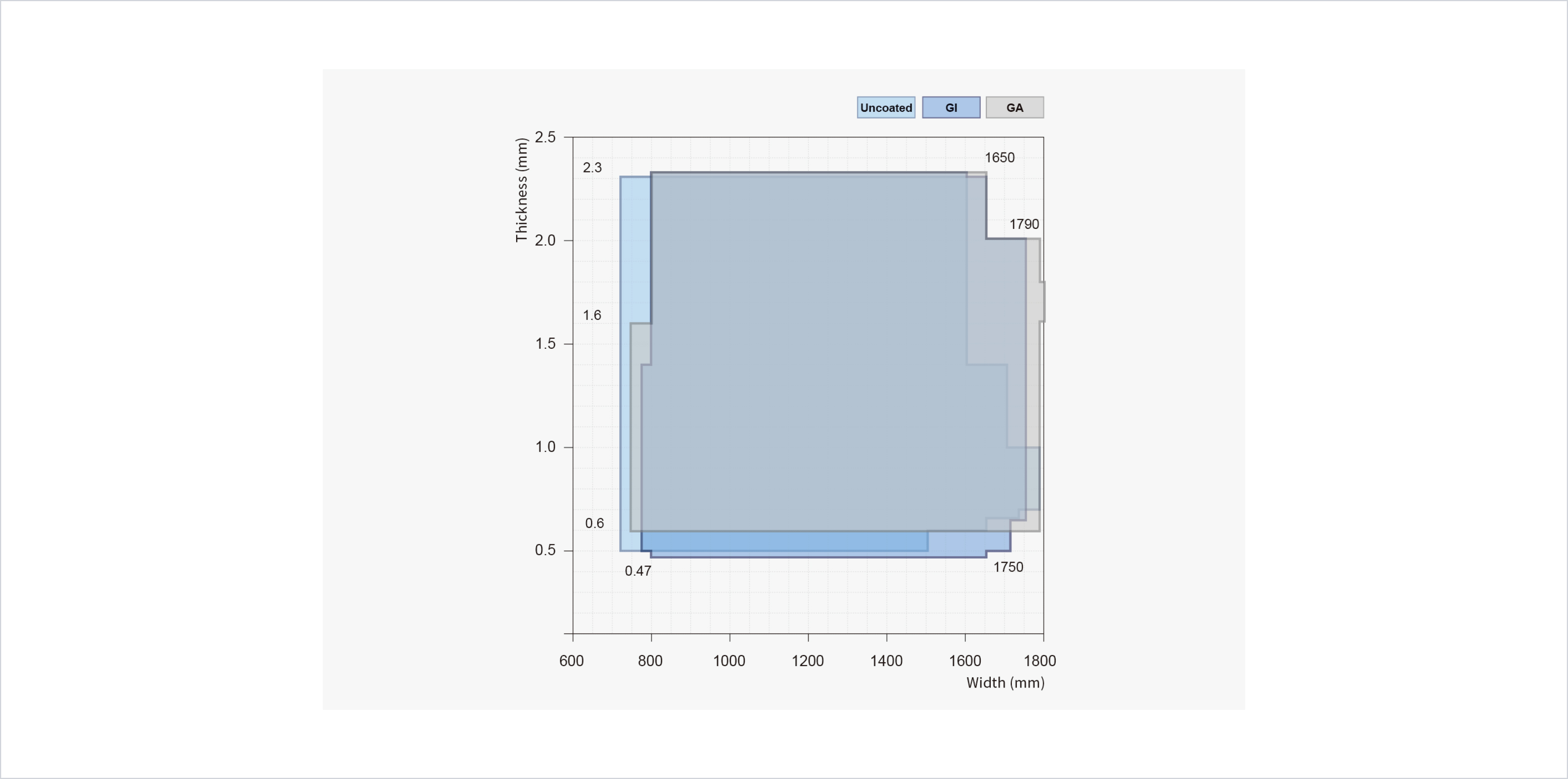
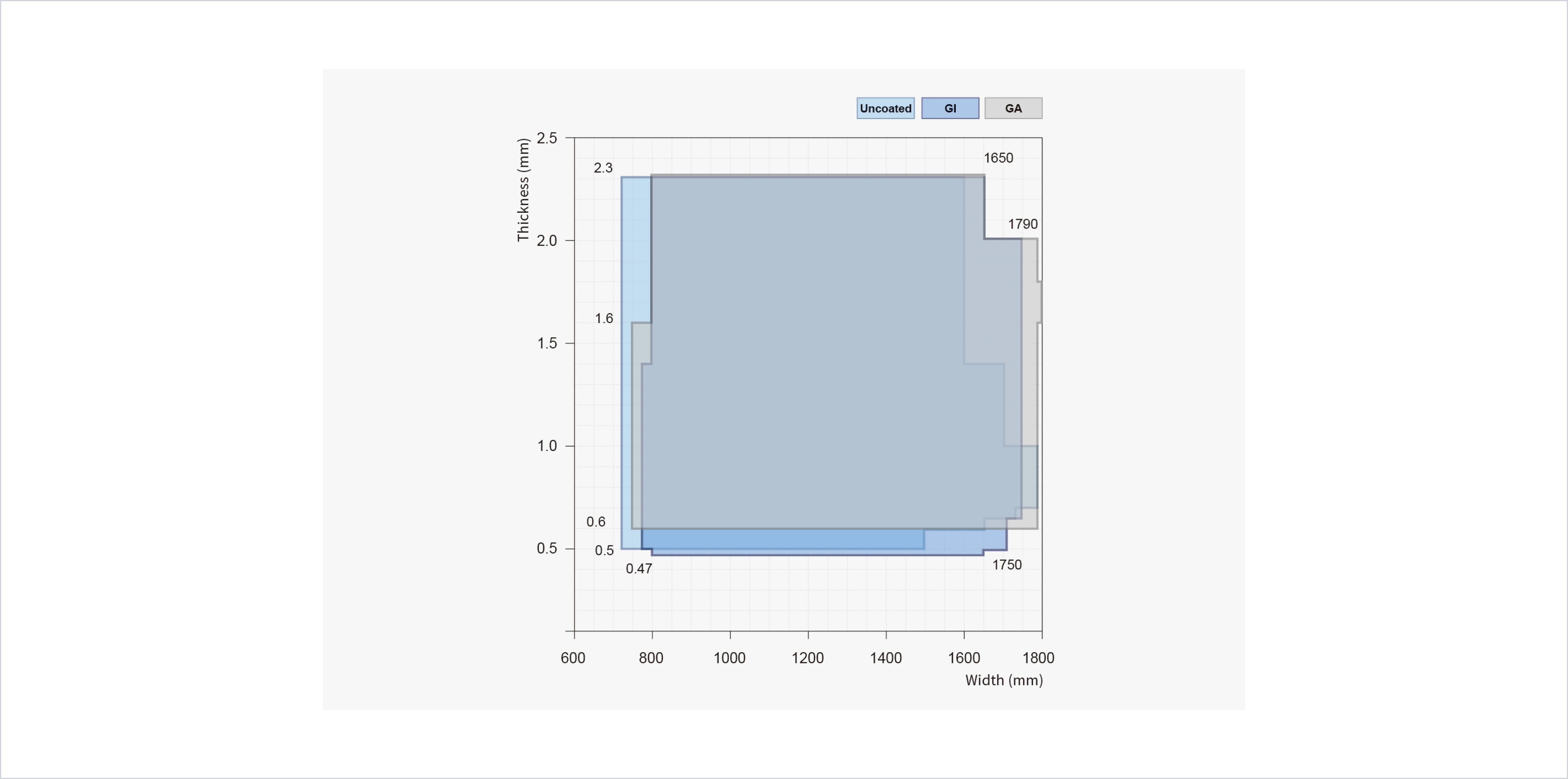
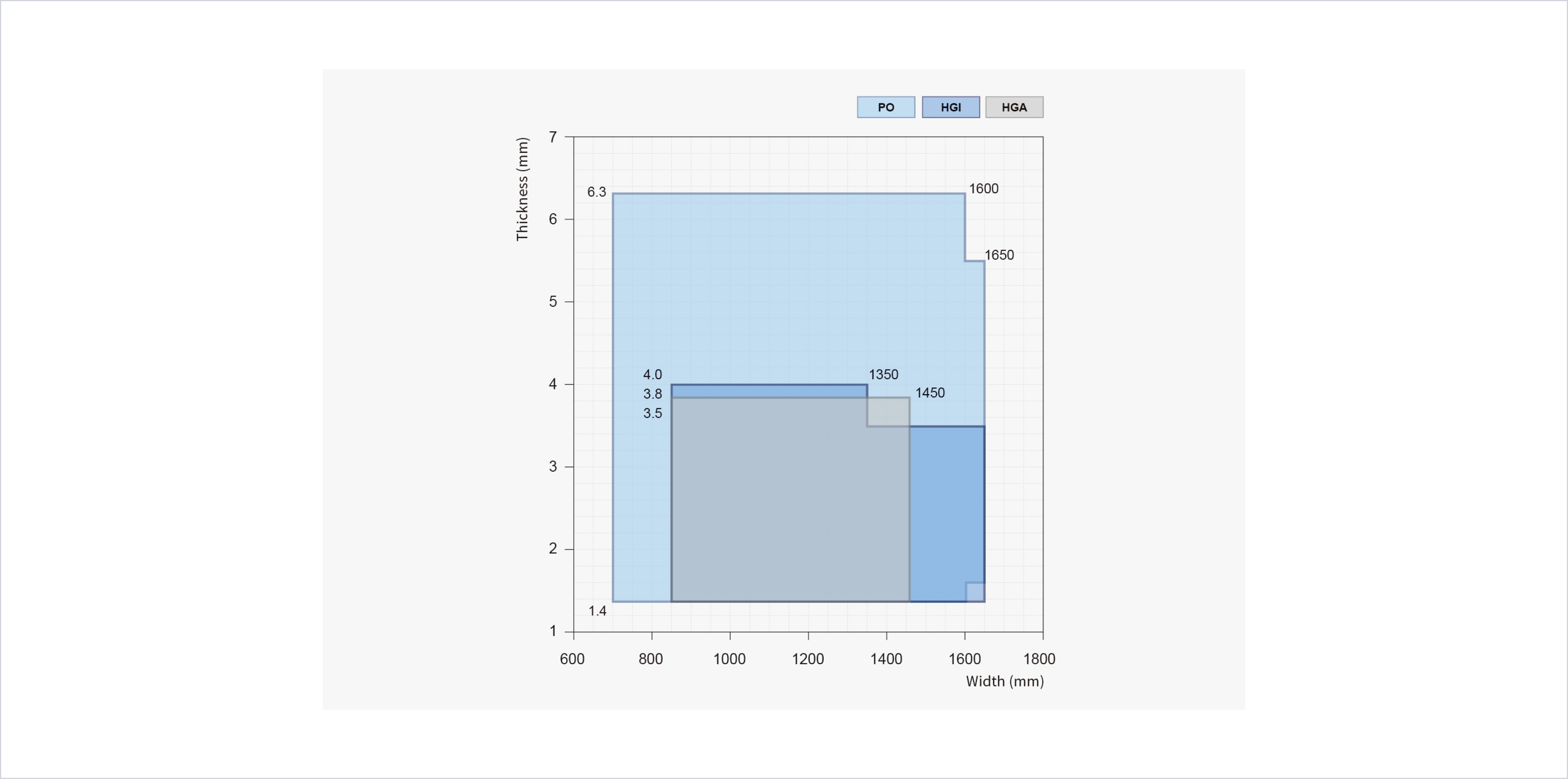
생산 가능사이즈
| Grade | Class |

|
||||||
|---|---|---|---|---|---|---|---|---|
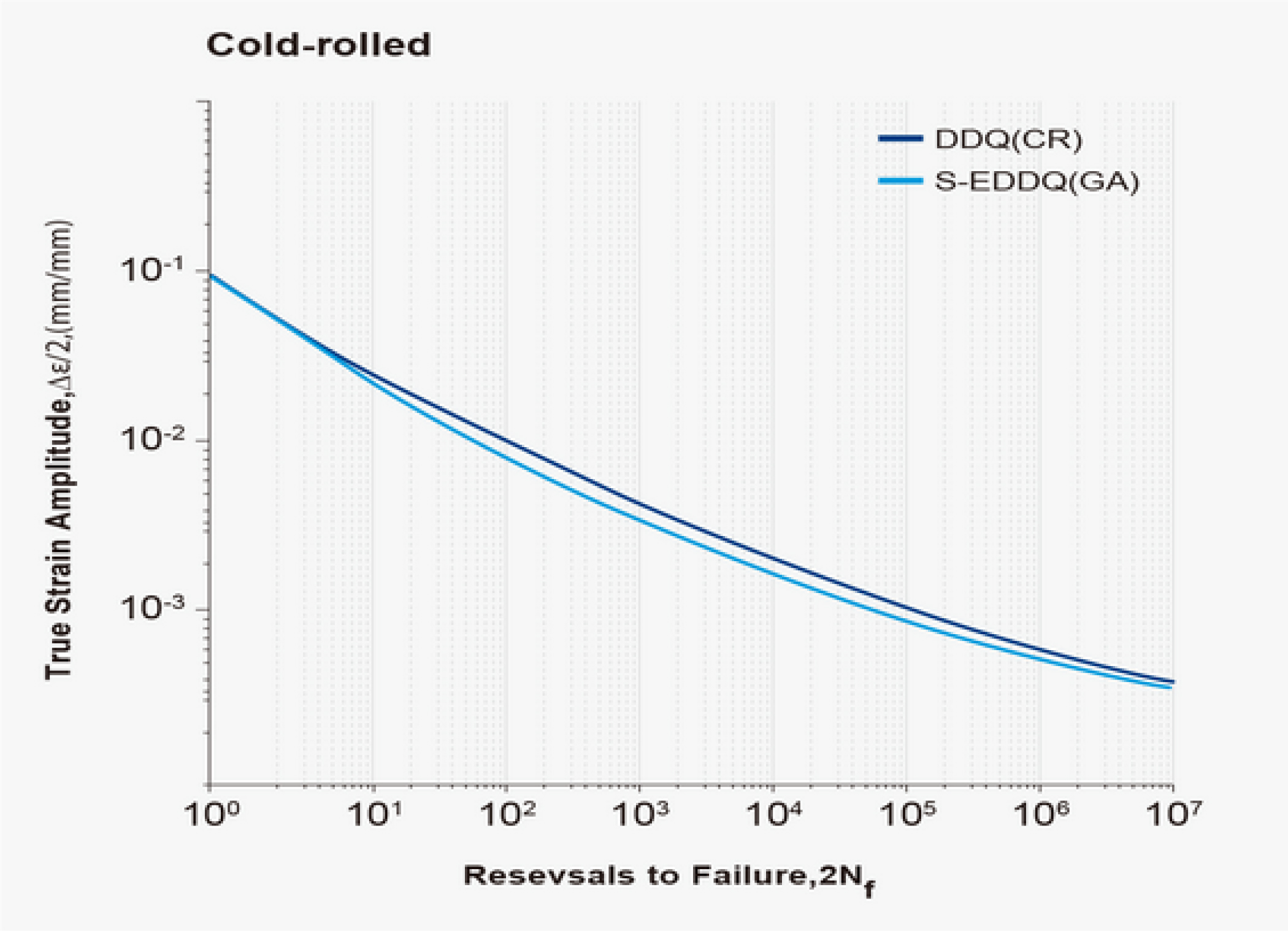
| Thickness (mm) | K' (MPa) |
n' | b | σf' (MPa) |
εf' (mm/mm) | c | ||
| DDQ(CR) | 0.9 | 611.7 | 0.191 | -0.1096 | 452.8 | 0.0956 | -0.4337 | |
| Grade | Class | Thickness (mm) |
Tip Diameter (mm) |
Electrode Force (kN) |
# of Pulse |
Weld Time (cycle) |
Weldable Current range (kA) | Max. TSS (kN) |
Max. CTS (kN) |
||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Min. | Max | Range | |||||||||
| CQ | CR | 0.8t | 6.0 | 2.5 | 1 | 12 | 6.5 | 10.0 | 3.5 | 4.3 | |
| DQ | CR | 0.7t | 6.0 | 2.5 | 1 | 12 | 6.0 | 10.0 | 4.0 | 3.6 | |
| DDQ | CR | 0.7t | 6.0 | 2.5 | 1 | 12 | 7.5 | 10.0 | 2.5 | 3.6 | |
| EDDQ | CR | 0.65t | 6.0 | 2.5 | 1 | 12 | 5.5 | 8.0 | 2.5 | 3 | |
| CQ | GA | 0.65t | 6.0 | 2.5 | 1 | 12 | 7.0 | 8.5 | 1.5 | 3.7 | |
| DQ | GA | 1.0t | 6.0 | 3 | 1 | 12 | 8.0 | 10.0 | 2.0 | 5.5 | |
| DDQ | GA | 0.65t | 6.0 | 2.5 | 1 | 1212 | 7.0 | 11.1 | 2.5 | 3.8 | |
| EDDQ | GA | 0.7t | 6.0 | 2.5 | 1 | 12 | 8.0 | 10.0 | 2.0 | 3.9 | |
| CQ | EG | 0.7t | 6.0 | 2.5 | 1 | 12 | 7.0 | 8.5 | 1.5 | 3.5 | |
| HR_0 | HGA | 1.6t | 8.0 | 4 | 1 | 14 | 10 | 12.0 | 2.0 | 13.2 | |
| 구분 | CR | GA | GI |
|---|---|---|---|
| 인산염 특성 |
|
|
|
| 부식 특성 |
|
|
|
Standard Information
| Grade | HSC | EN | VDA | JFS |
|---|---|---|---|---|
| MILD STEEL | CR1 | EN-DX52D | CR1 | SPCC |
| MILD STEEL | CR2 | EN-DX53D | CR2 | SPCD |
| MILD STEEL | CR3 | EN-DX54D | CR3 | SPCE |
| MILD STEEL | CR4 | EN-DX56D | CR4 | SPCF |
| MILD STEEL | CR5 | EN-DX57D | CR5 | SPCG |
| MILD STEEL | HR_0 | DD11 | HR0 | JSH270C |
| MILD STEEL | HR_1 | DD12 | ||
| MILD STEEL | HR_2 | DD13 | HR2 | JSH270D |
| MILD STEEL | HR_3 | DD14 | JSH270E |
개인정보 처리 방침
개인정보처리방침(영문 교체예정)
개인정보처리방침 Ver1.0
㈜현대제철 AE서비스포탈은 『개인정보보호법』 제30조에 따라 정보주체의 개인정보를 보호하고 이와 관련한 고충을 신속하고 원활하게 처리할 수 있도록 하기 위하여 다음과 같이 개인정보처리방침을 수립·공개합니다.
㈜현대제철 AE서비스포탈는 개인정보처리방침을 통하여 귀하께서 제공하시는 개인정보가 어떠한 용도와 방식으로 이용되고 있으며 개인정보보호를 위해 어떠한 조치가 취해지고 있는지 알려드립니다.
개인정보 수집에 대한 동의
㈜현대제철 AE서비스포탈는 귀하께서 현대제철 철강제품 홍보 및 기술서비스 제공 전용 홈페이지(ae.hyundai-steel.com)상에서 고객문의시 개인정보 수집 등 여부에 대해 「동의한다」버튼 또는 「동의하지 않는다」버튼을 클릭할 수 있는 절차를 마련하여, 「동의한다」버튼을 클릭하면 개인정보 수집에 대해 동의한 것으로 간주합니다.
※ 본 서비스(사이트)는 만 14세 미만의 아동에 대한 개인정보를 수집하고 있지 않으며, 홈페이지에 아동에게 유해한 정보를 게시하거나 제공하고 있지 않습니다.
개인정보의 수집목적 및 이용목적
현대제철 철강제품 홍보 및 기술서비스 제공 전용 홈페이지는 서비스 이용시 귀하로부터 서비스 이용을 위해 필요한 최소한의 개인정보만을 수집합니다. 처리하고 있는 개인정보는 다음의 목적 이외의 용도로는 이용되지 않으며, 이용 목적이 변경되는 경우에는 개인정보 보호법 제18조에 따라 별도의 동의를 받는 등 필요한 조치를 이행 할 예정입니다.
고객문의 서비스
귀하가 포스코 제품홈페이지의 고객문의 서비스를 이용하기 위해서는 국가, 이름, E-Mail을 필수적으로 입력하셔야 합니다.
그러나, 선택항목(회사명등)은 이를 입력하지 않더라도 서비스 이용에는 제한이 없습니다.
개인정보 항목별 구체적인 수집목적 및 이용목적은 다음과 같습니다.
① 국가, 이름, 이메일 : 고객문의 이용에 따른 답변 회신 및 본인 식별 절차에 이용
② 이메일 : 고지사항 전달, 불만처리 등을 위한 원활한 의사소통 경로의 확보, 새로운 서비스 및 뉴스, 이벤트 정보 등의 안내
③ (선택) 기타 선택항목 : 개인맞춤 서비스를 제공하기 위한 자료
개인정보의 열람/정정
귀하는 언제든지 등록되어 있는 귀하의 개인정보를 열람하거나 정정하실 수 있습니다. 개인정보 열람 및 정정을 하고자 할 경우에는 즉시 조치하겠습니다.
귀하가 개인정보의 오류에 대한 정정을 요청한 경우, 정정을 완료하기 전까지 당해 개인정보를 이용하지 않습니다. 또한 잘못된 개인정보를 제3자에게 이미 제공한 경우에는 정정 처리결과를 제3자에게 지체 없이 통지하여 정정이 이루어지도록 조치하겠습니다.
정보주체의 열람·정정·삭제·처리정지 요구 거절 시 불복을 위한 이의제기 절차는 다음과 같습니다.
① 개인정보 관리부서에서 열람 등 요구에 대한 연기 또는 거절 시 요구받은 날로부터 10일 이내에 정당한 사유 및 이의제기 방법 등을 통지
② 개인정보 관리부서에서 정보주체의 이의제기 신청 및 접수(서면, 유선, 이메일) 개인정보 담당자가 내용 확인
③ 개인정보 관리책임자가 처리결과에 대해 최종 검토
④ 개인정보 관리부서에서 정보주체에게 처리결과 통보
개인정보 수집, 이용, 제공에 대한 동의철회
개인정보 수집 등에 대한 동의절차 통해 이루어진 개인정보의 수집, 이용, 제공에 대해 귀하께서 동의하신 내용을 귀하는 언제든지 철회하실 수 있습니다. 동의철회는 개인정보관리책임자에게 서면, 전화, E-mail 등으로 연락하시면 즉시 개인정보의 삭제 등 필요한 조치를 취하겠습니다.
개인정보의 보유기간 및 이용기간
현대제철 철강제품 홍보 및 기술서비스(AE서비스포탈) 홈페이지내 수집된 개인정보의 보유기간은 다음과 같습니다. 회원정보는 파기요청 즉시 파기되며, 별도의 파기요청을 하지 않더라도 고객문의에 대한 회신 후 5년 경과시 파기됩니다.
파기 시 현대제철 철강제품 홍보 및 기술서비스 홈페이지는 회원님의 개인정보를 재생이 불가능한 방법으로 즉시 파기하며(개인정보가 제3자에게 제공된 경우에는 제3자에게도 파기하도록 지시합니다.) 다만 다음 각호의 경우에는 각 호에 명시한 기간 동안 개인정보를 보유합니다.
① 상법 등 법령의 규정에 의하여 보존할 필요성이 있는 경우에는 법령에서 규정한 보존기간 동안 거래내역과 최소한의 기본정보를 보유함
② 보유기간을 회원님에게 미리 고지하고 그 보유기간이 경과하지 아니한 경우와 개별적으로 회원님의 동의를 받은 경우에는 약속한 보유기간동안 보유함
목적 외 사용 및 제3자에 대한 제공
현대제철 철강제품 홍보 및 기술서비스 홈페이지는 원칙적으로 정보주체의 개인정보를 수집·이용 목적으로 명시한 범위 내에서 처리하며, 다음의 경우를 제외하고는 정보주체의 사전 동의 없이는 본래의 목적 범위를 초과하여 처리하거나 제3자에게 제공하지 않습니다.
① 정보주체로부터 별도의 동의를 받는 경우
② 법률에 특별한 규정이 있는 경우
개인정보 처리의 위탁
① 현대제철 철강제품 홍보 및 기술서비스 홈페이지는 원활한 개인정보 업무처리를 위하여 다음과 같이 개인정보 처리업무를 위탁하고 있습니다.
| 수탁업체 | 위탁업무 내용 | 개인정보의 보유 및 이용기간 |
|---|---|---|
| 현대 오토에버 | 서비스 운영 | 개인정보 보유기간 경과시 혹은 위탁계약 종료시까지 |
② 현대제철 철강제품 홍보 및 기술서비스 홈페이지는 위탁계약 체결시 개인정보 보호법 제25조에 따라 위탁업무 수행목적 외 개인정보 처리금지, 기술적·관리적 보호조치, 재위탁 제한, 수탁자에 대한 관리·감독, 손해배상 등 책임 에 관한 사항을 계약서 등 문서에 명시하고, 수탁자가 개인정보를 안전하게 처리하는지를 감독하고 있습니다.
③ 위탁업무의 내용이나 수탁자가 변경될 경우에는 지체없이 본 개인정보 처리방침 을 통하여 공개하도록 하겠습니다.
개인정보보호를 위한 기술적 대책
현대제철 철강제품 홍보 및 기술서비스(AE서비스포탈) 홈페이지는 귀하의 개인정보를 취급함에 있어 개인정보가 분실, 도난, 누출, 변조 또는 훼손되지 않도록 안전성 확보를 위하여 다음과 같은 기술적 대책을 강구하고 있습니다.
① 귀하의 개인정보는 비밀번호에 의해 보호되며, 파일 및 전송 데이터를 암호화하거나 파일 잠금기능(Lock)을 사용하여 중요한 데이터는 별도의 보안기능을 통해 보호되고 있습니다.
② 현대제철 철강제품 홍보 및 기술서비스(AE서비스포탈) 홈페이지는 백신프로그램을 이용하여 컴퓨터바이러스에 의한 피해를 방지하기 위한 조치를 취하고 있습니다. 백신프로그램은 주기적 으로 업데이트되며 갑작스런 바이러스가 출현할 경우 백신이 나오는 즉시 이를 제공함으로써 개인정보가 침해되는 것을 방지하고 있습니다.
③ 현대제철 철강제품 홍보 및 기술서비스(AE서비스포탈) 홈페이지는 암호알고리즘을 이용하여 네트워크 상의 개인정보를 안전하게 전송할 수 있는 보안장치(SSL 또는 SET)를 채택하고 있습니다.
④ 해킹 등에 의해 귀하의 개인정보가 유출되는 것을 방지하기 위해, 외부로부터의 침입을 차단하는 장치를 이용하고 있으며, 각 서버마다 침입탐지 시스템을 설치하여 24시간 침입을 감시하고 있습니다.
개인정보관리책임자 및 의견수렴/불만처리
귀하의 개인정보를 보호하고 개인정보와 관련한 불만을 처리하기 위하여 현대제철 철강제품 홍보 및 기술서비스(AE서비스포탈) 홈페이지는 개인정보관리담당자를 두어 귀하의 개인정보를 관리하고 있으며 개인정보보호와 관련하여 귀하가 의견과 불만을 제기할 수 있는 창구를 개설하고 있습니다. 귀하의 개인정보와 관련한 문의사항 및 불만 사항이 있으시면 아래의 개인정보관리담당자에게 연락 주시면 즉시 조치하여 처리결과를 통보하겠습니다.
| 개인정보보호 책임자 | 개인정보관리 책임자 | 개인정보관리 담당자(정) | 개인정보관리 담당자(부) |
|---|---|---|---|
| 성명 : 정유동 | 성명 : 전진화 | 성명 : 임준형 | 성명 : 노미리 |
| 소속 : 제품개발센터 | 소속 : 글로벌자동차기술팀 | 소속 : 글로벌자동차기술팀 | 소속 : 글로벌자동차기술팀 |
| 직책 : 상무 | 직책 : 팀장 | 직책 : 책임 연구원 | 직책 : 전임 연구원 |
| 연락처 : 041)680-8020 | e-mail : jhjeon@ hyundai-steel.com |
e-mail : junhyung.Lim@ hyundai-steel.com |
e-mail : miri.noh@ hyundai-steel.com |
이외 아래의 기관에 대해 개인정보 침해에 대한 피해구제, 상담 등을 문의하실 수 있습니다.
※ 아래의 기관은 회사와는 별개의 기관으로서, 회사의 자체적인 개인정보 불만처리, 피해구제 결과에 만족하지 못하시거나 보다 자세한 도움이 필요하시면 문의하여 주시기 바랍니다.
경찰청사이버안전국
홈페이지 : cyberbureau.police.go.kr
전화 : (국번없이) 182
대검찰정 사이버범죄수사단
홈페이지 : www.spo.go.kr
전화 : 02-3480-3573
개인정보 침해신고센터(한국인터넷진흥원 운영)
소관업무 : 개인정보 침해사실 신고, 상담 신청
홈페이지 : privacy.kisa.or.kr
전화 : (국번없이) 118
주소 : (58324) 전남 나주시 진흥길 9(빛가람동 301-2) 3층 개인정보침해 신고센터
개인정보 분쟁조정위원회
소관업무 : 개인정보 분쟁조정신청, 집단분쟁조정 (민사적 해결)
홈페이지 : www.kopico.go.kr
전화 : (국번없이) 1833-6972
주소 : (03171)서울특별시 종로구 세종대로 209 정부서울청사 4층
개인정보의 파기에 관한 사항
회사는 개인정보 보유기간의 경과, 처리목적 달성 등 개인정보가 불필요하게 되었을 때에는 지체없이 해당 개인정보를 파기합니다. 개인정보 파기의 절차 및 방법은 다음과 같습니다.
파기절차 : 불필요한 개인정보 및 개인정보파일은 내부지침에 따라 다음과 같이 처리하고 있습니다.
개인정보의 파기 : 보유기간이 경과한 개인정보는 종료일로부터 지체 없이 파기합니다.
파기방법 : 전자적 파일 형태의 정보는 기록을 재생할 수 없도록 파기하며, 종이에 출력된 개인정보는 분쇄기로 분쇄하거나 소각하여 파기합니다.
정책 변경에 따른 공지의무
이 개인정보처리방침은 2023년 12월 01일에 게시되었으며 법령/정책 또는 보안기술의 변경에 따라 내용의 추가/삭제 및 수정이 있을 시에는 변경되는 개인정보보호정책을 시행하기 최소 10일전에 현대제철 철강제품 홍보 및 기술서비스(AE서비스포탈) 홈페이지를 통해 변경이유 및 내용 등을 공지하도록 하겠습니다.

 home
home